

Tower International是全球领先的汽车结构金属零部件制造商。该公司为小型和大型汽车、跨界车、皮卡和SUV提供车身结构冲压件、车框和其它底盘结构以及复杂的焊接部件。Tower的27个制造工厂位于北美、欧洲、巴西和中国的客户附近。
金属汽车部件成型的冲压过程可以产生数千吨的冲压力。用于这些产品成型的工具(模具组件)必须能够在汽车部件生产的整个生命周期内承受这种循环负载。同时,为了保持竞争力,工具设计的优化也很重要。车辆部件所用材料的强度越来越高也带来了新挑战。这些部件成型所涉及的大载荷增加了设计坚固工具的难度。必须使用线性和非线性分析来支持工具设计过程。
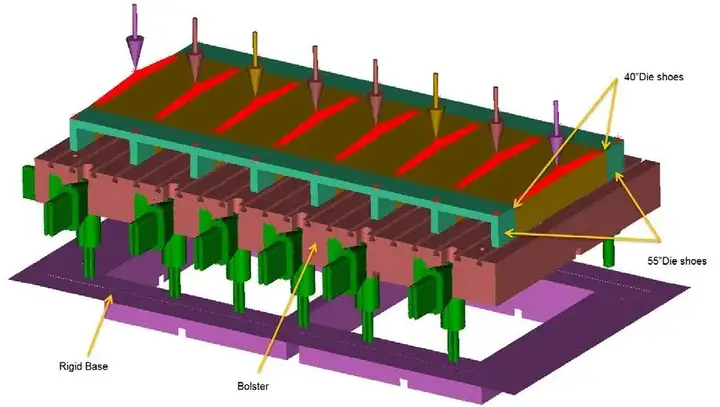
在第一个应用案例中,Tower International工程师面临的挑战是确定用于汽车车架组件冲压的现有模具垫板是否可以用于负载更大的冲压工艺过程。模具垫板是连接到冲压床上的板件,用于定位和固定模座,模座用于支撑包含型腔的模具固定器,这些型腔在冲头下降时使零部件坯料变形。Tower International 的工程师必须评估使用40和55英寸模座时承受1000吨负载后模具垫板的挠度(图1)。
如果模具垫板的挠度过大,可能会影响冲压件的形状尺寸以及模具垫板的疲劳寿命。在另一个案例中,由灰口铸铁制成的模座(用于冲压机)在 1100吨冲压力的循环载荷下出现了开裂现象。所采用的灰口铸铁是一种相对较脆的材料,伸长率仅为1.71%。Tower International的工程师研究了改用伸长率为12%的球墨铸铁的效果。他们需要确定改用新的材料是否能解决开裂问题,以及是否会影响成品零件的尺寸。
利用结构对称性,Cheng通过采用实体单元对一半的模具垫板和模座进行建模来研究模具垫板新的使用状况。在各个组件之间定义适当的接触关系。用于模具垫板和模座的材料是SAE 1008热轧低碳钢。她使用对称的边界条件,在40英寸和55英寸模座的一半上分配了500吨的力。
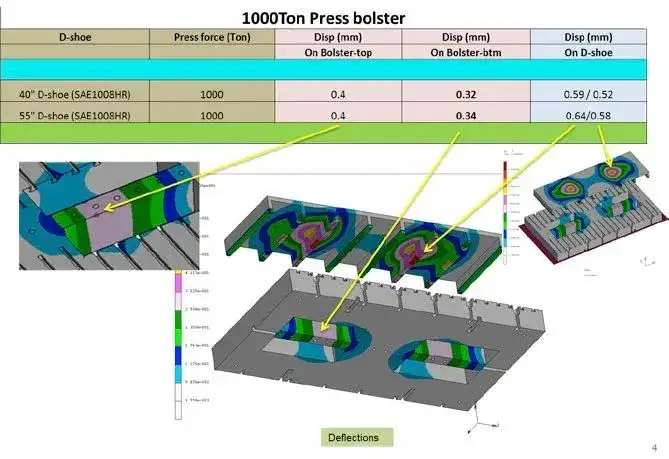
模具垫板的底部由底座支撑,底座采用刚性表面来模拟。仿真结果(图2)显示,使用40英寸模座时,模具垫板顶部的最大挠度为0.4 mm、底部的最大挠度为0.32 mm,而模座的位移为0.52至0.59 mm。55英寸模座顶部的最大挠度为0.4mm、底部的最大挠度为0.34 mm,模座位移为0.58至0.64 mm。在的新应用中,模具垫板的挠度小于模座,从而满足了设计标准。
在本例中,Cheng评估了灰口铸铁和球墨铸铁模座在生产压力环境中的强度。压力通过模垫施加,模垫采用刚性表面来模拟。在各自独立的分析模拟中,对模座分别施加了690、 1100、1320和1800吨的负载。仿真结果包括模座上的总等效塑性应变分布云图。
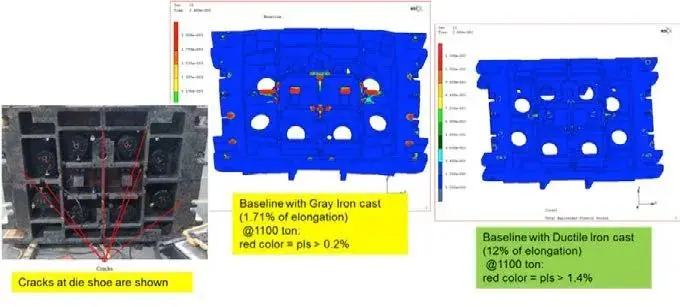
使用现有灰口铸铁材料的基准分析显示,在模座的几个区域中,塑料应变量高于0.2%。这些热点与实际模座中出现裂纹的区域非常吻合(图3)。

另一方面,对球墨铸铁模座的模拟结果表明塑性应变没有升高。仿真结果表明,该模座采用灰口铸铁制成在超过690吨的冲压力下有可能开裂,而由球墨铸铁制成的模座即使在1800吨的冲压力下也不会开裂(图4)。
“在压力负荷下破裂的模座需要大量投资来制造新模座来替换,并且还存在停机和收入损失的风险,”Cheng说。“Marc软件使我们能够准确预测模座和其它模具组件的性能。
分析结果使我们能够在第一时间获得正确的设计,并使模具组件提供可靠的性能,使我们能够履行对客户的承诺。