

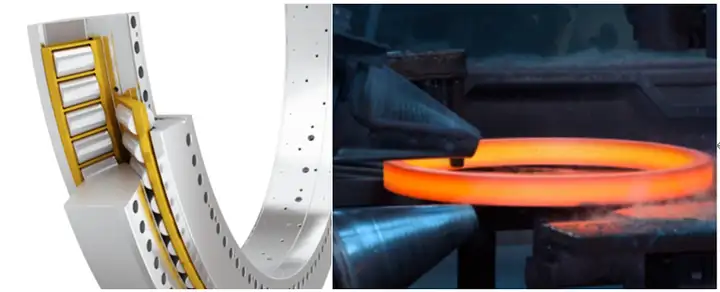
环件轧制(下述简称环轧,也称为碾环)工艺是一种常见的回转塑性成形工艺,该工艺利用碾环机的轧辊对环状毛坯件进行连续局部辊压,使毛坯件在回转运动中逐步产生截面的变形,环直径逐渐增加(或先减少在增加),从而获得目标零部件。环轧工艺有着诸多的优点,例如加工精度高、材料利用率高、截面质量好,且相较于传统的模锻工艺,该工艺的加工生产成效低,同时,该工艺也是制作轴承内外圈的常见手段。
虽然环轧工艺本身优势重重,但想要完成优异的环轧工艺设计,避免环轧过程中贴模不均、轧制失稳等常见问题,也并非易事。在以往,工程师将会对轧件进行开模,并且试制,但对于某些大尺寸零部件,试制周期非常久,且各项试制成本很高,不利于工艺研发的快速迭代。现如今,工程师们往往会想到借助计算机仿真的方式,对早期工艺研发方案进行虚拟仿真分析,从而指导其对工艺参数与模具形体的不断优化。
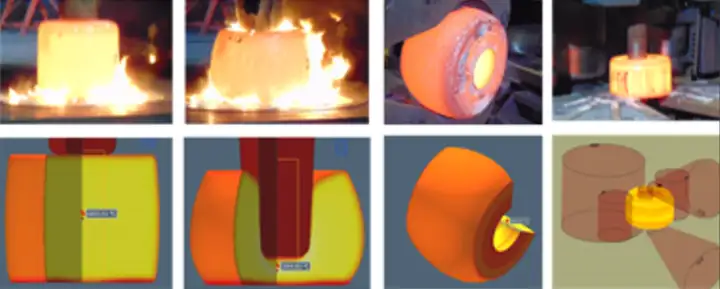
Simufact Forming就是这样一款专业的环轧工艺仿真分析软件。相比于其他同类型软件,Simufact Forming的环轧仿真具有高度复现实际、高度模板化、高精度计算的优势。这得益于开发人员的不懈努力,将这一整套的控制算法集成为通用设备库RAW和MERW,并集成在Simufact Forming中,为环轧工艺仿真人员提供了极大便利。
蒂森克虏伯是德国重工业巨头,旗下的“罗特艾德”公司,是回转支承行业的泰斗公司之一,该公司的大型回转支承轴承技术先进,行业的标杆企业之一。旗下系列产品的制备均采用环轧工艺,部分零部件环径高达8000mm,我国的部分风机厂商,最早就已经使用洛特艾德的轴承作为其配套零部件。
为何罗特艾德所生产的轴承质量好,耐久性强,这是因为该企业在大型轴承的工艺开发过程中,使用了一款环轧工艺仿真试错利器,这就是海克斯康的Simufact Forming。罗特艾德基于Simufact Forming的专业环轧功能,对轴承内外圈的试制工艺进行精确仿真分析,以控制零部件的加工质量,从而提高轴承产品的稳定性。
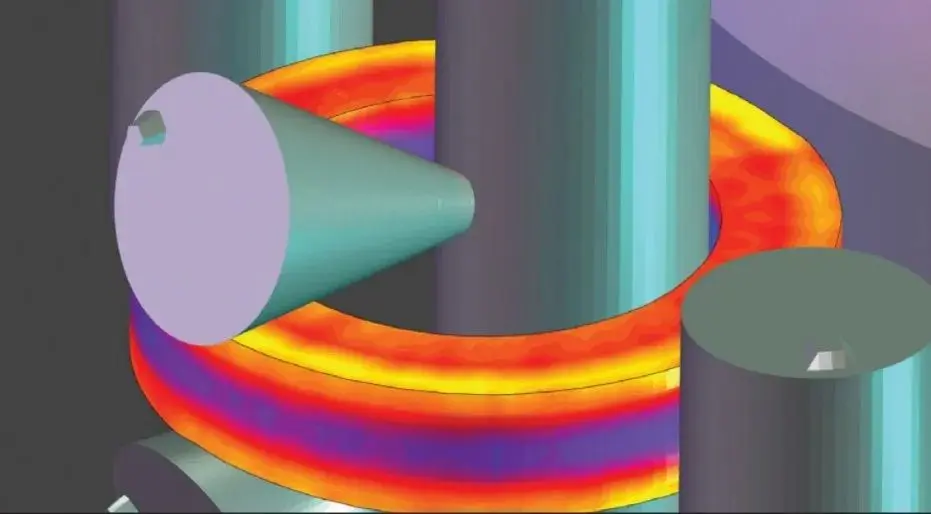
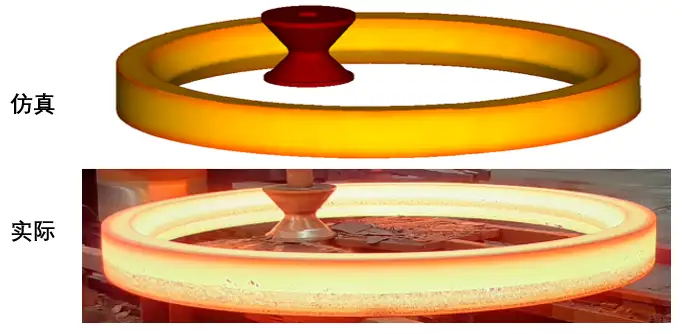
罗特艾德公司在环轧工艺研发制定的早期,通常使用Simufact Forming对该工艺成形最大吨位、扭矩、轧制力进行预测,从而适配现有制备条件。而在某型号轴承外圈的研发制备时发现,对于该复杂的环轧制备过程,实际现场几乎无法获取到锻件上的“成形锻造比”以及实时温度分布等详细信息。但为了使生产出的轴承更加耐用,性能更高,需要控制轴承零部件成形比的均匀性。而上述关键信息,均可在Simufact Forming软件的仿真结果中进行预览。
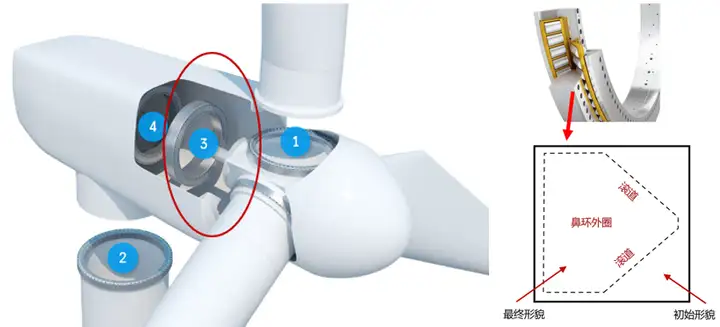
如上图所示,以此鼻环外圈为例,其环轧制备过程是将规则截面尺寸的环件,轧制成异形截面(图最终形貌)的鼻环外圈。

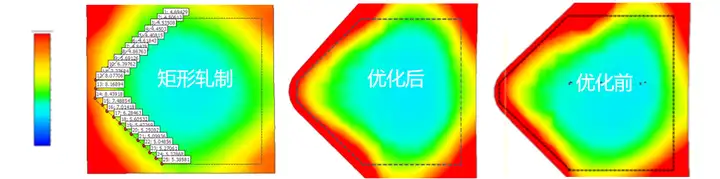
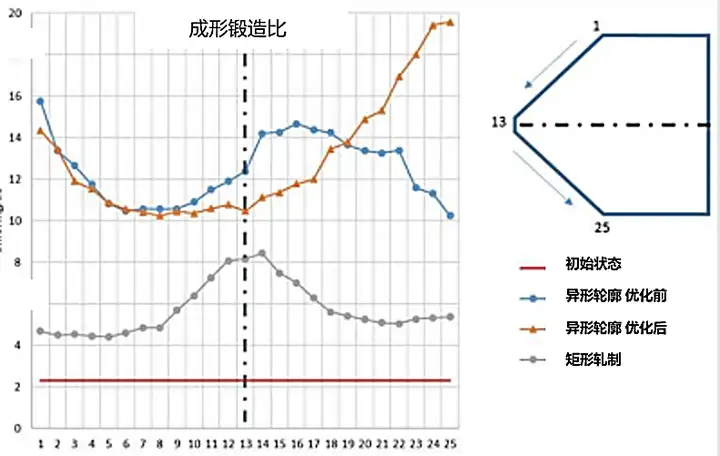
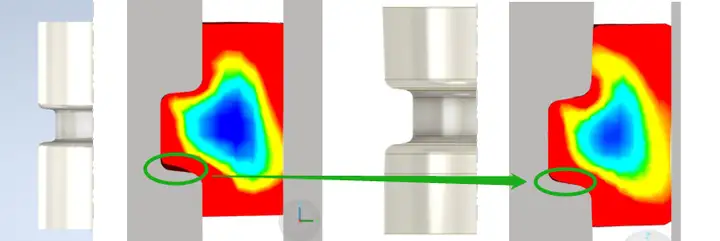
该外圈的轧辊设计过程伊始,工程师们虽然知晓这种异形轧制方式的材料利用率高于普通矩形轧制,但经过Simufact Forming仿真发现,若异形辊子截面形貌设计不合理,轧出的零部件成形比会在下方的滚道位置下降,这虽然能够制备出外形尺寸达标的零部件,但下滚道位置较低的成形比将不利于轴承件的寿命。
为了能够使滚道关键位置的成形比更高,使生产制备的轴承更加耐用,罗特艾德公司的工程师们对轧辊的截面形貌进行了设计改进,并继续基于Simufact Forming对不同的截面轮廓设计进行仿真验证。最终,工程师们借助Simufact找寻到了最优解,关键位置的成形比有明显增加,为后续齿轮的耐久提供了强有力的理论支撑。
罗特艾德公司同样在其他型号的轴承环件的开发过程中,使用了Simufact 软件对材料的充填性、环件尺寸等关键信息进行了精确仿真。从而在提高产品性能、提高材料利用率的同时,极大降低了工艺开发阶段的试验成本,为企业带来了可观的收益。
现如今,随着我国轴承行业的不断进步与发展,诸多风电主机厂的轴承零配件转向国内厂商。如何进一步提高轴承产品质量,提高产品寿命,将产品质量的提升深入到零部件设计早期,并有效降低企业在产品优化与新产品开发过程的成本,成为诸多轴承厂商的追求之一。在此过程中,仿真也将不断凸起其重要性,Simufact Forming环轧仿真方案将是诸多环件制备厂商的优质之选。