
立足中国创新 迎接工业4.0
EMBRACE THE NEW ERA OF INDUSTRY
EMBRACE THE NEW ERA OF INDUSTRY
来源: 日期:2024-02-06

评价粘接质量最常用的方法就是测定粘接强度。表征胶粘剂性能往往都要给出强度数据,粘接强度是胶粘技术当中一项重要指标,对于选用胶粘剂、研制新胶种、进行接头设计、改进粘接工艺、正确应用胶粘结构很有指导意义。
粘接强度是指在外力作用下,使胶粘件中的胶粘剂与被粘物界面或其邻近处发生破坏所需要的应力,粘接强度又称为胶接强度。
粘接强度是胶粘体系破坏时所需要的应力,其大小不仅取决于粘合力、胶粘剂的力学性能、被粘物的性质、粘接工艺,而且还与接头形式、受力情况(种类、大小、方向、频率)、环境因素(温度、湿度、压力、介质)和测试条件、实验技术等有关。由此可见,粘合力只是决定粘接强度的重要因素之一,所以粘接强度和粘合力是两个意义完全不同的概念,绝不能混为一谈。
粘接接头在外力作用下胶层所受到的力,可以归纳为剪切、拉伸、不均匀扯离和剥离4种形式。

剪切。外力大小相等、方向相反,基本与粘接面平行,并均匀分布在整个粘接面上。
拉伸。亦称均匀扯离,受到方向相反拉力的作用,垂直于粘接面,并均匀分布在整个粘接面上。
不均匀扯离。也叫劈裂,外力作用的方向虽然也垂直于粘接面,但是分布不均匀。
剥离。外力作用的方向与粘接面成一定角度,基本分布在粘接面的一条直线上上述4种力,在同一胶粘体系中很有可能有几种力同时存在,只是何者为主的问题。
根据粘接接头受力情况不同,粘接强度具体可以分为剪切强度、拉伸强度、不均匀扯离强度、剥离强度、压缩强度、冲击强度、弯曲强度、扭转强度、疲劳强度、抗蠕变强度等。
剪切强度
剪切强度是指粘接件破坏时,单位粘接面所能承受的剪切力,其单位用兆帕(MPa)表示。剪切强度按测试时的受力方式又分为拉伸剪切、压缩剪切、扭转剪切和弯曲剪切强度等。
不同性能的胶粘剂,剪切强度亦不同,在一般情况下,韧性胶粘剂比柔性胶粘剂的剪切强度大。大量试验表明,胶层厚度越薄,剪切强度越高。
测试条件影响最大的是环境温度和试验速度,随着温度升高剪切强度下降,随着试验速度的减慢剪切强度降低,这说明温度和速度具有等效关系,即提高测试温度相当于降低加载速度。
拉伸强度
拉伸强度又称均匀扯离强度、正拉强度,是指粘接受力破坏时,单位面积所承受的拉伸力,单位用兆帕(MPa)表示。因为拉伸比剪切受力均匀得多,所以一般胶粘剂的拉伸强度都比剪切强度高得很多。在实际测定时,试件在外力作用下,由于胶粘剂的变形比被粘物大,加之外力作用的不同轴性,很可能产生剪切,也会有横向压缩,因此,在扯断时就可能出现同时断裂。若能增加试样的长度和减小粘接面积,便可降低扯断时剥离的影响,使应力作用分布更为均匀。弹性模量、胶层厚度、试验温度和加载速度对拉伸强度的影响基本与剪切强度相似。
剥离强度
剥离强度是在规定的剥离条件下,使粘接件分离时单位宽度所能承受的最大载荷,其单位用kN/m表示。剥离的形式多种多样,一般可分为L型剥离、U型剥离、T型剥离和曲面剥离,如下图所示。
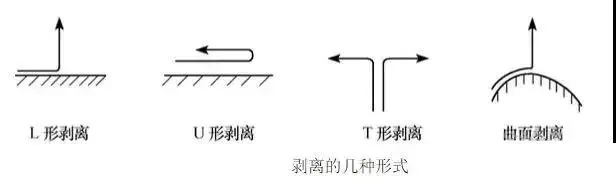
随着剥离角的改变,剥离形式也变化。当剥离角小于或等于90°时为L型剥离,大于90°或等于180°时为U型剥离。这两种形式适合于刚性材料和挠性材料粘接的剥离。T型剥离用于两种挠性材料粘接时的剥离。剥离强度受试件宽度和厚度、胶层厚度、剥离强度、剥离角度等因素影响。
不均匀扯离强度
不均匀扯离强度表示粘接接头受到不均匀扯离力作用时所能承受的最大载荷,因为载荷多集中于胶层的两个边缘或一个边缘上,故是单位长度而不是单位面积受力,单位是kN/m2。
冲击强度
冲击强度意指粘接件承受冲击载荷而破坏时,单位粘接面积所消耗的最大功,单位为kJ/m2。按照接头形式和受力方式的不同,冲击强度又分为弯曲冲击、压缩剪切冲击、拉伸剪切冲击、扭转剪切冲击和T型剥离冲击强度等。
冲击强度的大小受胶粘剂韧性、胶层厚度、被粘物种类、试件尺寸、冲击角度、环境湿度、测试温度等影响。胶粘剂的韧性越好,冲击强度越高。当胶粘剂的模量较低时,冲击强度随胶层厚度的增加而提高。
持久强度
持久强度就是粘接件长期经受静载荷作用后,单位粘接面积所能承受的最大载荷,单位用兆帕(MPa)表示。持久强度受加载应力和试验温度的影响,随着加载应力和温度的提高持久强度下降。
疲劳强度
疲劳强度是指对粘接接头重复施加一定载荷至规定次数不引起破坏的最大应力。一般把在10次时的疲劳强度称为疲劳强度极限。一般来说,剪切强度高的胶粘剂,其剥离、弯曲、冲击等强度总是较低的;而剥离强度大的胶粘剂,它的冲击、弯曲强度较高。不同类型的胶粘剂,各种强度特性也有很大差异。
下面简单介绍拉伸强度和剪切冲击强度的测定方法。
A.金属粘接拉伸强度的测定
测定金属粘接拉伸强度的最常用试件如下图左图所示。
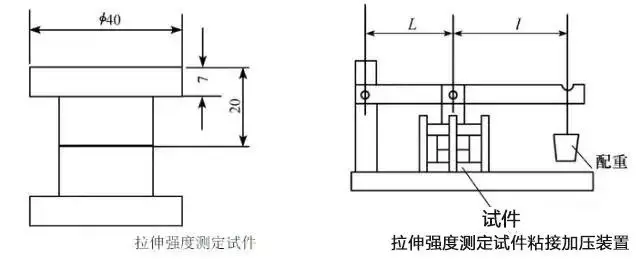
试件两圆柱体的直径应一致,同轴度为±0.1mm,两粘接平面平行度为±0.2 mm,加工粗糙度为5.0μm。试件粘接按工艺要求进行,为确保胶层厚度一致,可将φ0.1×(2~3) mm左右的铜丝在叠合前放入胶层内,以专用装置(见上图右图)定位固化。
测定前从胶层两旁测量圆柱体的直径d(精确到1×10-6m)。测定时将试件装于拉力试验机的夹具上,调整施力中心线,使其与试件轴线相一致,以(10~20)mm/min的加载速度拉伸,拉断时记录破坏负荷,拉伸强度σ按下式计算,单位为MPa。
σ=F /A
式中:F ——试件破坏时的负荷;
A ——试件粘接面积,A=πd2/4。
每组粘接试件不行少于5个,按允许偏差±15%取算术平均值,保留3位有效数字。如果需要测定高低温时的拉伸强度,应将试件和夹具一起放入加热或冷却装置内,在要求温度下保持(40~60)min,然后再进行测定。
B.非金属与金属粘接拉伸强度的测定
非金属与金属粘接拉伸强度的测定,采用两金属间夹一层非金属的方法。在此,介绍一下橡胶与金属粘接扯离强度的测定方法。橡胶厚度为(2±0.3)mm,粘接后的试件尺寸如下图所示。
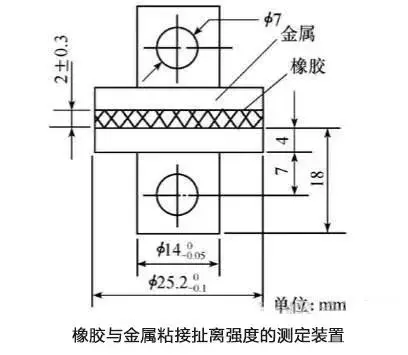
试件按工艺条件要求粘接,粘接面错位不应大于0.2 mm。测试时将试件装在夹具上,调整位置使施力方向与粘接面垂直,以(50±5)mm/min的加载速度拉伸,记录破坏时的最大负荷,按下式计算扯离强度σ,单位为MPa。
σc=F/A
式中:F ——试件破坏时的负荷;
A ——粘接面积,A=πd2/4。
试件不得少于5个,经取舍后不应少于原数量的60%,取其算术平均值,允许偏差为±10%。
剪切冲击强度是指试样承受一定速度的剪切冲击载荷而破坏时,单位胶接面积所消耗的功,其单位用J/m2表示。胶粘剂剪切冲击强度按GB/T6328-1986标准进行测定。
1.原理
由2个试块胶接构成的试样,使胶接面承受一定速度的剪切冲击载荷,测定试样破坏时所消耗的功,以单位胶接面积承受的剪切冲击破坏力计算剪切冲击强度。
试块——具有规定的形状、尺寸、精度的块状被粘物。
试样——将上下两试块,通过一定的工艺条件胶接制成的备测件。
受击高度——摆锤刀刃打以上试块时,刀刃到下试块上表面的距离,用H表示,见下图所示。

2.仪器设备
试验机。胶粘剂剪切冲击试验机应采用摆锤式冲击试验机。其摆锤的速度为3.35m/s。试样的破坏功应选在试验机度盘容量的(15~85)%范围内。
夹具。所用夹具应能保证试样的受击高度在(0.8~1.0)mm范围内,并使试样的受击面及下试块的上表面与摆锤刀刃保持平行。
量具。所用量具的最小分度值为0.05 mm。
3.试块及试样制备
试块
①试块材质。试块可采用钢、铝、铜及其合金等金属材料和木材、塑料等非金属材料制作。但木材试块,需用容积密度大于0.55 g/cm3的白桦木或与此相当的直木纹树种。上下试块的容积密度应大致相同。有节疤、斑点、腐朽和颜色异常等的木材,不能用来加工试块。木材的含水率保持在(12~15)%(以全干质量为基准)。
②试块尺寸。上试块尺寸为:长度(25±0.5)mm,宽度(25±0.5)mm,厚度(10±0.5)mm;下试块尺寸为:长度(45±0.5)mm,宽度(25±0.5)mm,厚度(25±0.5)mm。
③非金属试块在加工时,应注意不要因过热而损伤试块。
试样制备
①试块胶接表面的预处理方法、胶粘剂涂布及试样制备工艺等,应按产品的工艺规程确定。
②木材试块胶接时上下试块的木纹方向要一致。
在没有特殊要求的情况下,金属试样一般取10个,非金属试样一般取12个。
4.试验步骤
将常态条件下停放的试样,放在试验环境(温度23℃,相对湿度50%)下停放30min以上。
在开动试验机之前,用量具在胶接处分3处度量其长度和宽度,精确到0.1mm。取其算术平均值,计算胶接面积。
按要求将试样安装在夹具上。
开动试验机,使摆锤落下打击试样,记录试样的破坏功W1。
将被打掉的上试块,再与下试块叠合,重复(4)操作1次,记录试样的惯性功W0。
记录每个试样的破坏类型,如:界面破坏,胶层内聚破坏,混合破坏和试块变形状态。
5.试验结果
剪切冲击强度Is按下式进行计算,单位为J/m²。
Is=(W1-W0)/A
式中:W1——试样的冲击破坏功;
W0——试样的惯性功;
A——胶接面积。
测试结果用剪切冲击强度的算术平均值表示,取3位有效数字。
目前测定粘接强度应用最普遍的是破坏性试验,由于抽样检测,因此不能完全保证粘接质量的可靠性。随着胶粘技术在航空航天等高新领域的应用越来越广泛,对粘接质量及可靠性的要求日益严格,迫切需要无损检测方法。所以研究粘接强度的无损检测是粘接工艺和实际使用的重要课题。20世纪60年代以来,开始利用粘接强度与被粘物某些物性之间的关系确定粘接强度,例如用超声波测定胶粘剂动态模量为基础的粘接强度测定方法。近些年来,由于新技术的运用和方法的不断改进,使粘接强度的无损检测由定性向定量,由人工数据处理向计算机智能化发展,无损检测方法主要采用超声波、声和应力波等技术。
1.超声技术
A.聚偏二氯乙烯压电探头采用金属化的聚偏二氯乙烯(PVDF)膜作为超声无损检测的探头,已成功应用于超声回波,透波及应力波的检测之中。具有质轻、灵便、超薄及廉价特性,比传统的陶瓷压电探头响应频带宽,且不需要任何偶合剂。
B.超声偶合技术采用橡胶衬垫式探头,不使用液体偶合剂,即干偶合技术。根据材料内声能的变化来检测粘接接头的质量,非常适合于快速探测缺陷。
C.平面漏波检测平面漏波(LLW)是在粘接接头层面上所激发的边界敏感的平面波。在LLW无效区域的补偿相位对胶层界面状况十分敏感,缺胶与否及胶之特性都能显著改变LLW响应。当平面波传到粘接面时,将同时产生压缩和剪切两种应力,它们受界面特性影响不同,使这种无损检测具有更好的检测效果。
D.超声回转象相差技术该方法所测信号为粘接界面反射回来的单音脉冲相位和辐值。根据波在多层介质中的传播特性与界面强度的关系,可推导出粘接质量参数,它与拉伸强度有较好的线性关系
E.超声频谱检测利用超声波频谱技术测量胶层的厚度和模量,共振频率对胶层厚度及模量变化很敏感。超声波频谱分析对粘接接头特性的敏感性十分有用,很有发展潜力。
2.声技术
A.声发射
声发射是一种动态无损检测技术,它将试样所受的动态负荷与变形过程联系起来,可表征在动态测试仪中试样产生的微小变形,是显示缺陷发展过程和预测缺陷破坏性的一种检测方法。
B.声-光测量
将粘接接头作为一个整体,用非接触性激光激发法分析材料的微观力学响应。动态响应参数与粘接状况有很好的相关性,可用于简便、快速检测粘接质量。
3.其他无损检测方法
A.应力波应力波是声发射与超声波相结合的产物,是较新的无损检测技术,吸收了传统超声波和声发射的优点,实质仍是超声波检测。应力波方法能显示结构中存在的缺陷-破坏的综合效应,能把高粘接强度与弱粘接强度区别开来,可用于监测粘接质量,在控制粘接质量和预测粘接强度方面很有发展前途。
B.便携式全息干涉测试系统便携式全息干涉测试系统能检测粘接接头的缺胶和弱粘接强度,为粘接现场提供可行的完整性的测试装置。
C.热成像技术模拟影响粘接部位热交换的一系列因素,计算并分析这些因素与粘接缺陷类型及粘接状况的关系,结果表明,检测时有一最佳传热时间,检测的最大温差与脱胶宽度呈线性关系。
D.涡流法采用新型脉冲频率响应技术,将电磁波加于试样上使之热振动,再用涡流探头检测试样的响应特性,经计算分析得到一个损耗因子,它与粘接缺陷和粘接强度有较好的相关性。